
弊社では、単品での加工依頼が多い難削材の加工も手掛けています。これらの難削材は切削条件(回転数、送り速度、刃物形状、切込量、切削油)を把握することに経験値を要し、さらに同一の材料であってもロットにより材料の状態が異なることから。自動機による加工にはリスクを伴います。その点、弊社では汎用切削をメインとしており、豊かな経験と豊富な知識で加工を行います。
加工実績・対応可能な加工
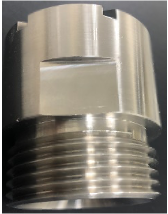
| 画像(加工実績) | 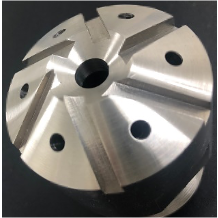 |
 |
 |
| 対応可能な加工サイズ | φ10~φ80(ただし、φ100位までは加工が可能です) | ||
| 実現可能な加工精度/表面粗さ | 《精度》穴の公差 E~Gレベル、軸の公差 d~fレベル 《表面粗さ》Ra1.6 |
||
| 備考 | 1ロットが小さい為、弊社ではほぼ汎用旋盤で加工を行っています。 | ||
お見積りやお問い合わせは、お気軽に下記までご連絡ください。
ハステロイの特徴
ハステロイ(HASTELLOY)とは、ニッケルを主要成分として、多量のクロムやモリブデンを加えることで耐食性や耐熱性を高めたニッケル合金です。クロムやモリブデン、タングステン、鉄などの成分量が異なるいくつかの種類があり、耐食性が特に高いB・C・G・Nタイプと耐熱性が特に高いS・W・Xタイプがあります。例えば、「ハステロイ C-276」は、ニッケルを約60%、モリブデンを約16%、クロムを約15%、鉄を約5%、タングステンを約4%含みます。なお、ハステロイという名称は、「米ヘインズ社(Haynes International)」の商標です。
高強度かつ高耐熱性の素材で、特に耐食性は工業材料の中で最高レベルと言えるほどに優れます。ただし、高コストなニッケルやモリブデンを多量に含むため、価格は代表的なステンレス鋼である「SUS304」の数倍と高価です。
多様な腐食環境に強いこともハステロイの特徴です。ハステロイは、酸性と還元性の両方の酸に対する耐性に優れ、酢酸・ギ酸等の有機酸や海水中などの塩化物環境に対しても高い腐食耐性を示します。1000℃程度もの高温での耐酸化性にも優れます。ステンレスで問題となる孔食(表面の穴から進行する腐食)や隙間腐食(溶接部などのすきまで生じる腐食)、応力腐食割れ(応力と腐食が協働して割れる経年損傷)にも強い耐性があります。
耐熱性も高く、特に熱に強いタイプでは、耐熱温度が約1100℃に達するものがあります。通常、金属は高温になるほど強度が下がりますが、ハステロイは幅広い温度で強度を維持することが可能です。高耐熱性のものでは、400℃~900℃程度で長時間曝しても強度を保ちます。熱膨張特性や熱疲労強度も良好です。
機械的性質について、ハステロイは、引張強さや耐力、硬度が大部分のオーステナイト系ステンレス鋼よりも高く、強度と靭性を兼ね備えた素材です。加工硬化性も高いことから、冷間加工によって硬度はさらに向上します。しかし、クリープ強度や疲労強さはそれほど高いわけではなく、持続的に応力がかかる構造材などには向いていません。
ハステロイの用途
ハステロイは、様々な種類があることから、用途に合わせて使い分けられます。
ハステロイ B(B-2・B-3)は、特に塩酸や臭化水素酸、硫酸に強いタイプです。主に化学工業用の機器や設備に使用されており、特に還元性酸に接触するタンク等に最適です。
ハステロイ C(C-4・C-2000・C-22・C-276)は、多様な腐食性化学物質に強く、特に塩酸や硫酸、塩化物に高い耐性を示します。用途としては、化学工業用装置や漂白剤を使用する製紙工業用装置、多種類の腐食媒体に接触する廃棄物処理設備などが挙げられます。

ハステロイ G(G-30・G-35)は、化学肥料に用いられるリン酸に対して高い耐性を持つニッケル合金です。リン酸の濃縮に使用する蒸発器など、化学肥料の製造装置に主に用いられています。
ハステロイ Nは、溶融塩型原子炉に用いられるフッ化物溶融塩の容器用材料として開発された合金です。高い高温強度と優れた耐酸化性を持ちます。
ハステロイ Sは、耐熱性や耐酸化性に優れ、良好な熱膨張特性を示す合金です。熱膨張係数が小さく、周期的に加熱されるガスタービン部品などに使用されています。
ハステロイ Wは、異種合金の溶接用の溶加金属として開発された合金です。ガスタービンや航空機エンジンなどの修理等に幅広く使用されています。
ハステロイ Xは、高温強度や耐酸化性、加工性のバランスに優れた合金です。主に航空機用や産業用のガスタービンエンジンの燃焼器・排気構成部品に用いられています。そのほか、工業炉の部品や高温に曝される化学工業用の装置部品など、幅広い用途があります。
ハステロイの切削性
ハステロイは、硬度と靭性が高い、加工硬化が生じやすい、熱伝導率が悪いといった理由から、被削性が良くありません。被削性指数は、鉄鋼が50~85、ステンレス鋼が45〜65、チタンが20〜30であるのに対して、ハステロイは10〜15です。難削材の一つとして知られ、切削加工には高度な技術を必要とします。
ハステロイは、高硬度かつ高靱性、さらに加工硬化が起きやすいため、工具の摩耗が激しく、工具の損傷も起きやすくなります。慎重な加工速度の設定はもちろん、こまめな工具の交換が必要です。工具を保持する工作機械の剛性も必要で、工作機械が変形してしまうと加工精度に影響を及ぼす恐れがあります。
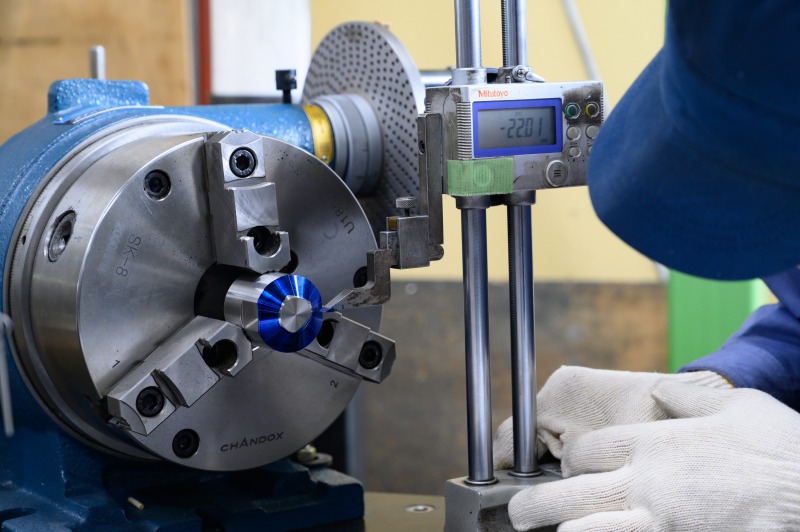
ハステロイは、熱伝導率が悪いことから、加工箇所に熱が蓄積しやすく、加工速度と加工面積の調整、さらに冷却作業が重要となります。一般に、加工速度が速く、加工面積が大きいほど、摩擦が激しくなって温度が上昇しやすくなります。この点を注意の上、加工速度と加工面積を調整して、温度をモニターしながら作業を進める必要があります。また、加工箇所が熱を持つと、工具が摩耗しやすくなるほか、切り屑が材料に付着しやすくなります。この対策として重要となるのが切削油です。切削油は、工具と材料との摩擦を減らす役割のほか、発生した熱の冷却、切り屑の洗い流しにも役立ちます。
ハステロイ加工なら日逓テクノ工業へ

ハステロイをはじめとした難削材の加工を行うためには、何と言ってもその材料に対する加工経験がどれくらいあるかが重要となります。日逓テクノ工業では、これまでに難削材の調達・加工・溶接・組立を数多く経験しています。
顧客からの図面に見慣れない材質の記載があった際に、当社のことを思い出していただければ幸いです。コストや納期が厳しい場合でもお気軽にご相談ください。